汇总测量阶段后面两个部分2.3和2.4的内容,覆盖测量系统分析的知识点。
工作实战案例1:客户玻璃、贴OCA的玻璃在905nm的透过率T,客户认为从单片到双片玻璃,T下降了1%,那这1%中,测量系统波动贡献多少,OCA胶带贡献了多少?
工作举例:针对以上的连续MSA,要考虑UV-Vis设备本身(同一时间,不同校准之间),相同玻璃不同位置的透过率,操作人员,OCA不同位置的透过率。 假如发现UV-Vis的分辨率不足(平行测试波动有点大),就应该用多次测试的平均值,进行后续的数据分析。
工作实战案例2:
主讲老师:袁老师,2013年接触六西格玛,2015年跟着詹老师,参加新加坡MBB;后来跟着欧老师参加夏社堂和商社堂。 思维上的转变(想起分层聚焦,从源头寻找问题解决点)。
2.3 评估测量系统
测量系统分析MSA:
what is MSA
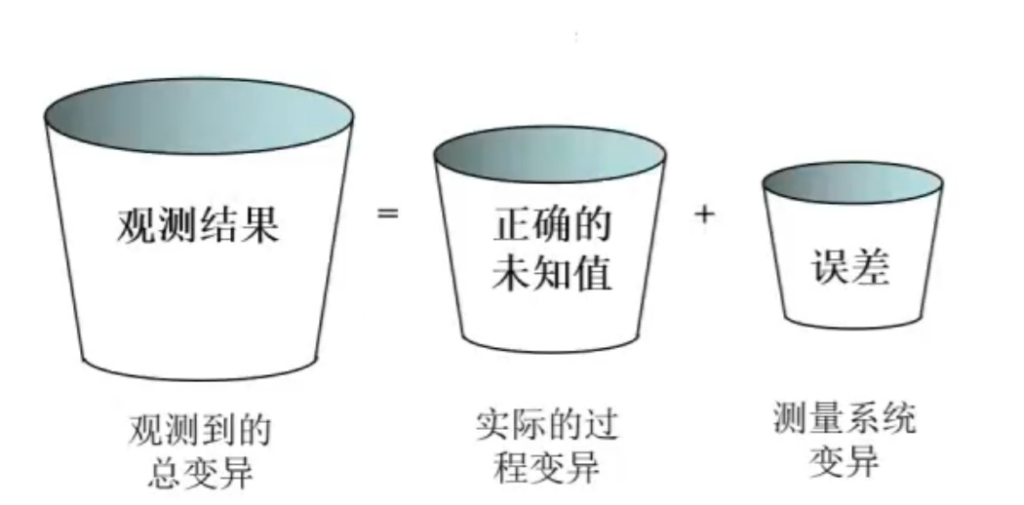
测量系统分析:分辨系统因素和随机因素在测量结果中的贡献分别是多少。
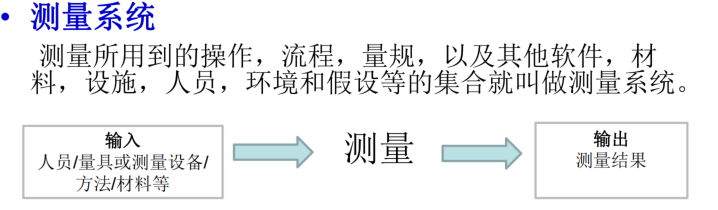
MSA并不是单纯对量具的分析,而是对完整的测量过程的分析,所以涉及到操作、材料、人员、环境等输入项。
why use MSA
评估变异:流程变异,量具之间的变异,辅助决策等。
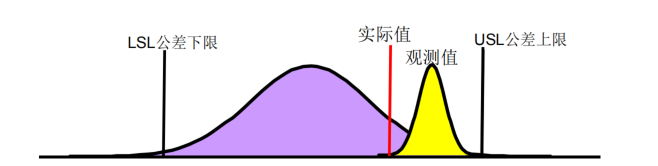
既要避免把不合格的产品发给客户(漏检风险),又要避免把好的产品视为不良品(误检风险)。
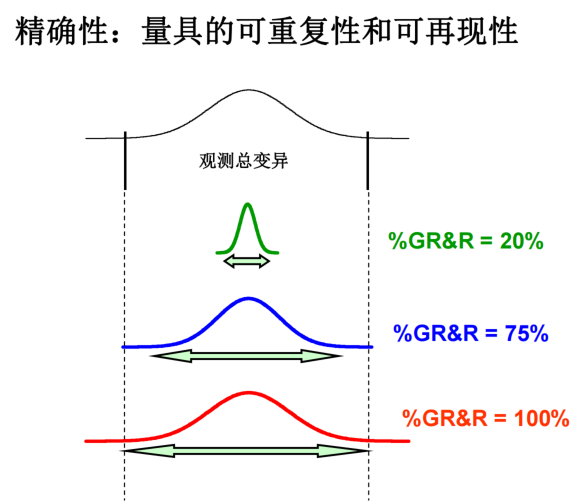
区分过程波动和测量系统波动的占比,两者在实际测试中的彼此关系如下图所示;据此确认产品的公差上下限。
when use MSA
我的理解是:数据对比,都要明白随机误差的贡献是否可以被忽视。有时候不做MSA,但需要知道MSA的贡献是否可以被忽略。
可以根据MSA的结果,进一步细化MSA中的变异因素,比如根据人机料法环进行测量变异的进一步细化。
how to use MSA
连续MSA 与 属性MSA(离散MSA)
连续MSA

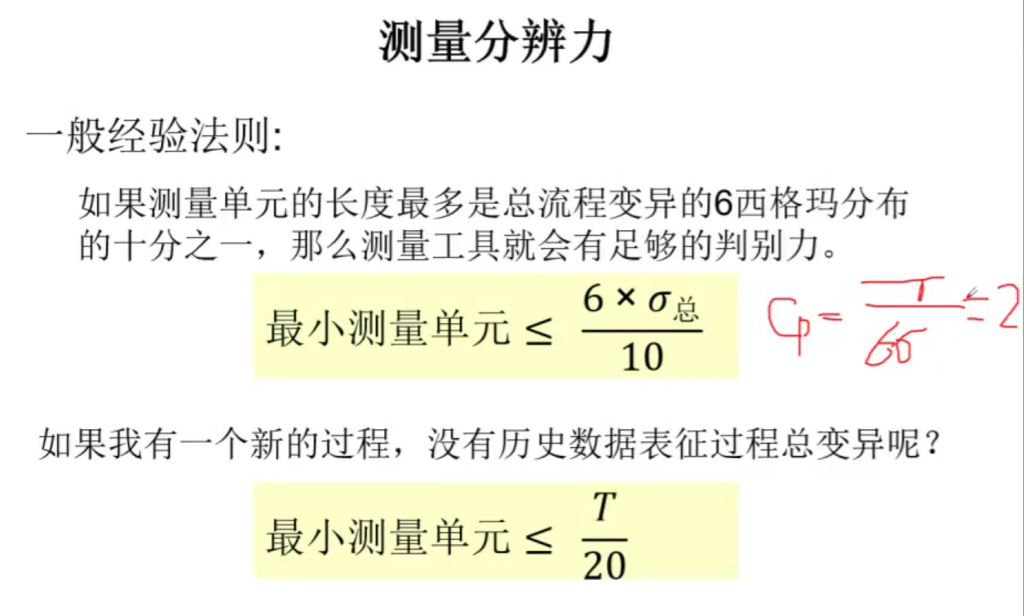
分辨率:米尺和游标卡尺的测量精度;
选择设备的经验法则:(1)六西格玛分布的十分之一,(2)德系建议公差带宽的20分之一。这两者是相通的,对于过程能力Cp=T/6sigma=2时,两种方法是一样的。具体再根据过程能力的好坏,调整。特别是分辨率不足,即Cp<2时,临时的解决方案就是基于中心极限定理,使用多次测量的平均值!
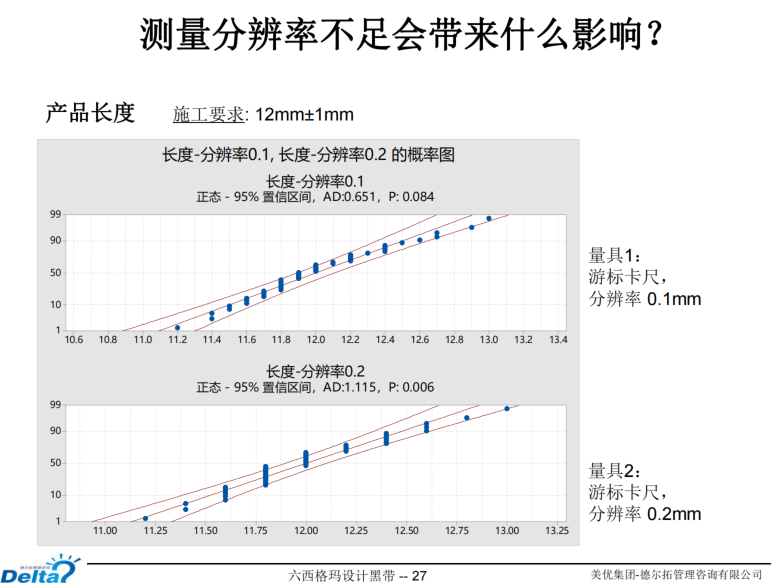
分辨率不足的情况: (小芳系列的文章,哪篇?)
准确性:
偏移: 测量值和真值之间的差异
线性:不同位置的测量偏移差异, y=a+bx, 斜率b的p值大于0.05, 说明斜率b不显著,接受零假设b=0.
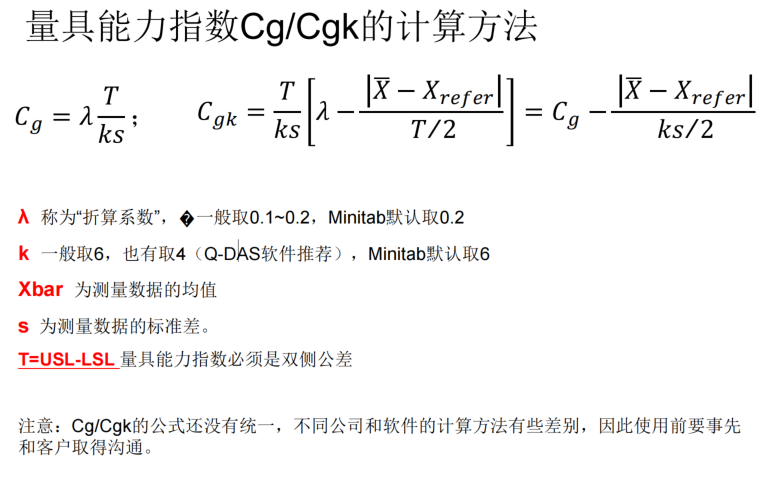
量具能力指标Cg/Cgk:使用标准件进行设备的量具能力指数分析。
- 标准件
- 标准件的参考值
- 重复测量25-50次
- 计算Cg/Cgk,通常要求Cgk>1.33
课程举例:供应商和客户量具之间的差异,可以进行偏移和非线性分析,明确两种量具之间不一样,然后使用回归拟合分析,找到两种设备测量结果之间的相关性,从而建立两种设备的规格的重新设定。一开始供应商的规定是“斜率<3mm”,研究之后改成”客户端斜率<3mm, 而供应商的检测标准调整为<2.5mm”.
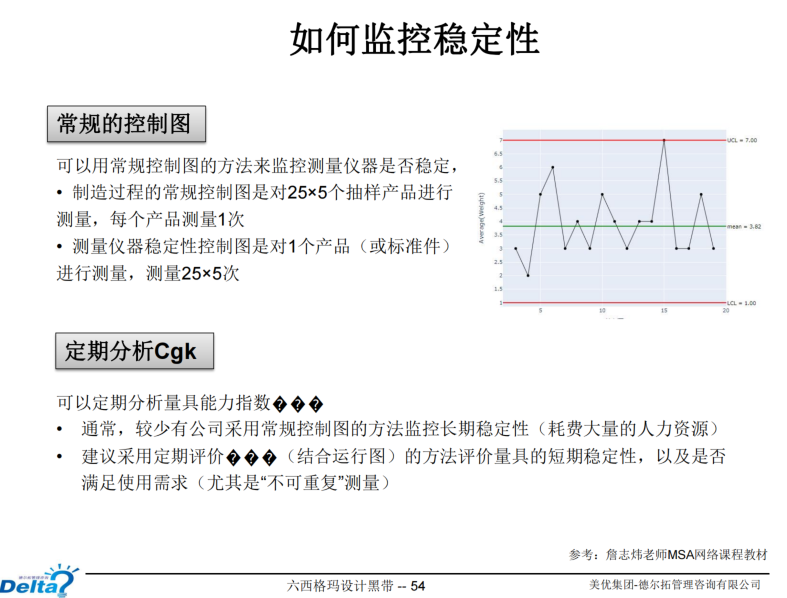
稳定性:量具能力随时间的变化, 用SPC控制图, 还可以定期分析Cgk (比如一个设备要不要送外标准,可以先做一个Cgk分析,判断稳定性是否依然足够).
主讲老师:王利俭,医药行业,商舍堂MBB,疫情期间跟随詹老师学习DOE等,然后跟随欧老师学习商舍堂。
区分 准确性 与 精确性
精确性:包括重复性、再现性。
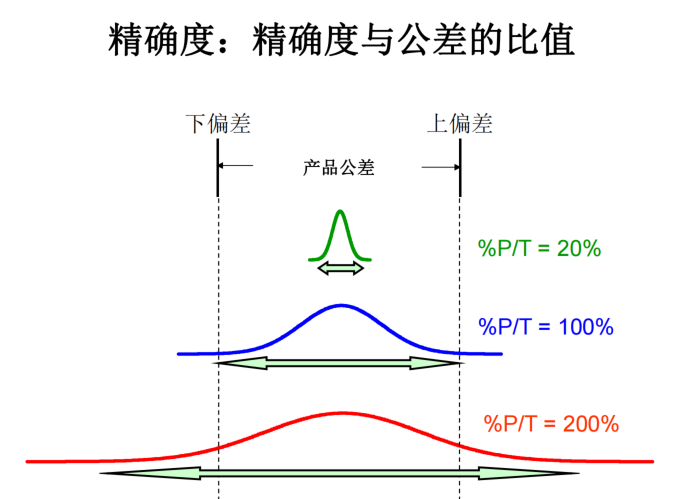
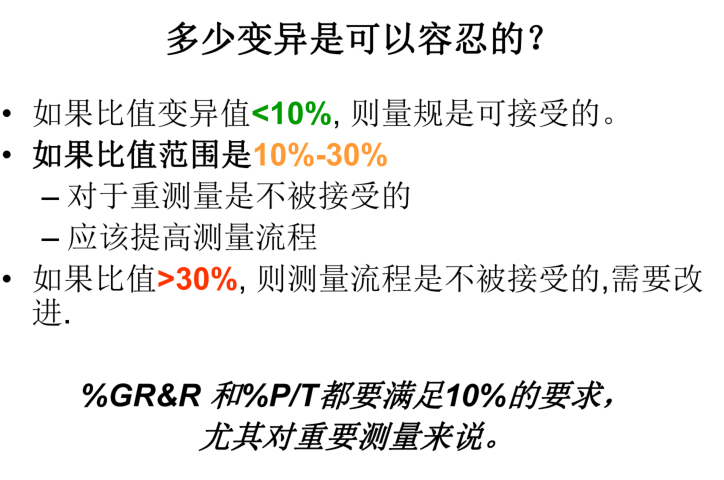
使用GRR,分析测量系统变异在总变异中的贡献; 使用P/T分析测量系统变异在公差中的贡献。
MSA步骤:
2.4 过程能力分析
2023-2-19 周六两讲,主讲人:宋明亮
为什么要研究过程能力:确定流程能力,是否可以持续地产出顾客所期望的产品;基于能力指数,判断流程好坏(改进前后),估计缺陷率等。
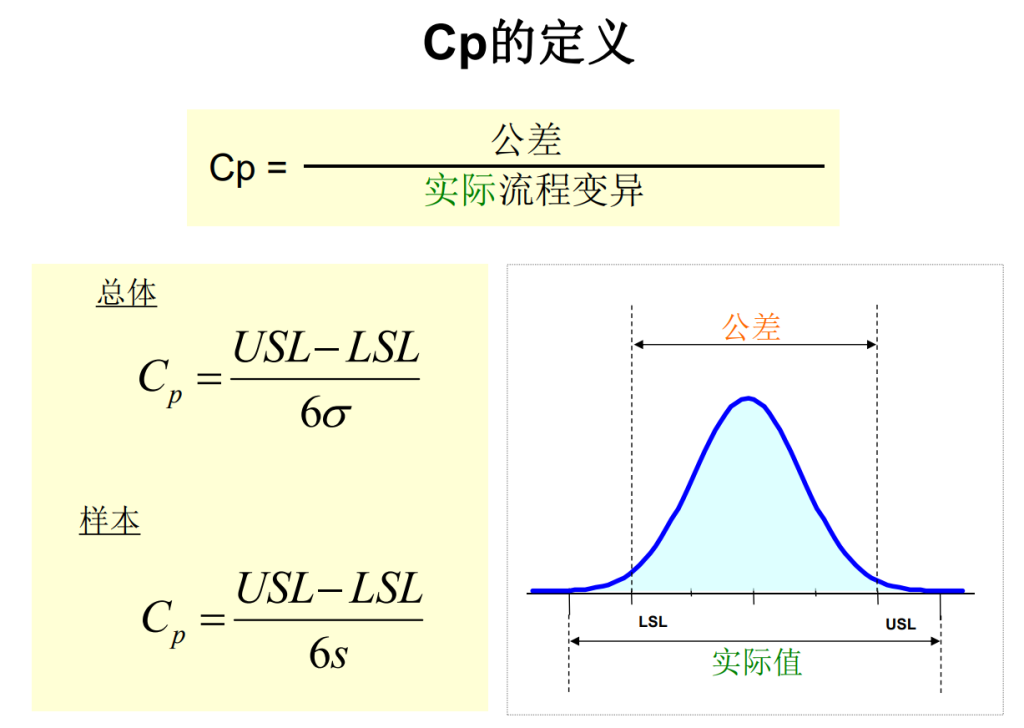
过程能力的表征手段:Cp,和Cpk
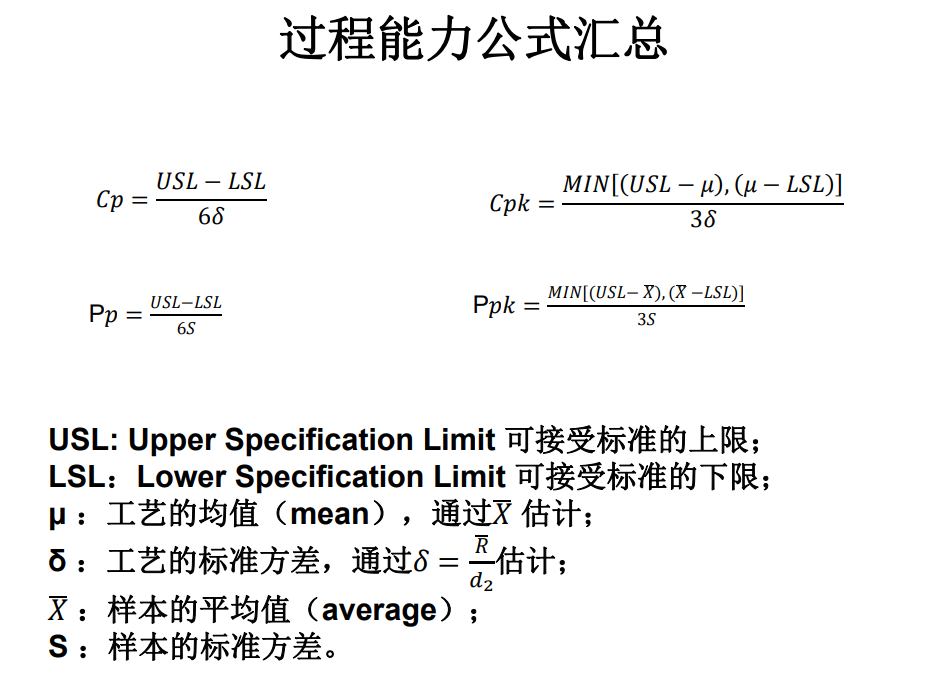
Cp=公差/实际流程变异= (USL-LSL)/6sigma,可以使用汽车入库打比方,汽车宽度和车库门口的宽度的比较,Cp=1时,公差=6sigma,完全没有弹性; Cp=2,是六西格玛水平,入库失败率是百万分之6.7
使用能力指数Cpk,研究“偏”的流程,保证在偏的情况下,依然能保证达到Cp>2的水平;如果出现“偏”的情况, Cpk就会降低;使用两者的比值Cpk/Cp,就可以量化“偏”的程度。
Cpk就是偏离程度大的一半计算Cp的过程。
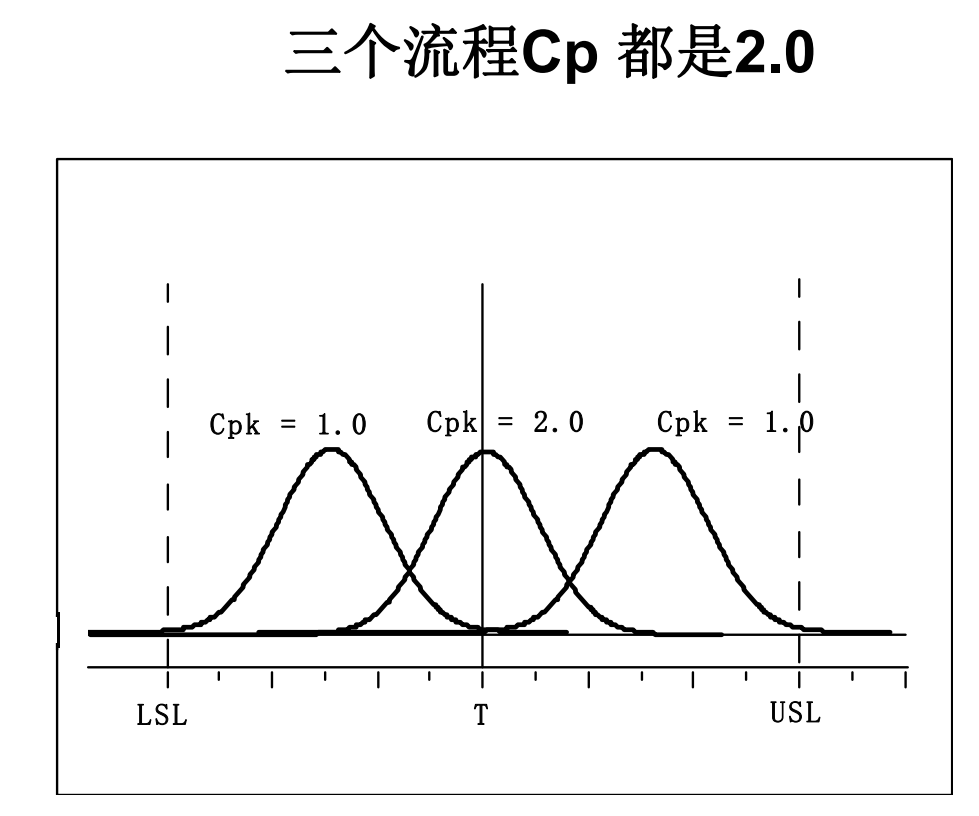
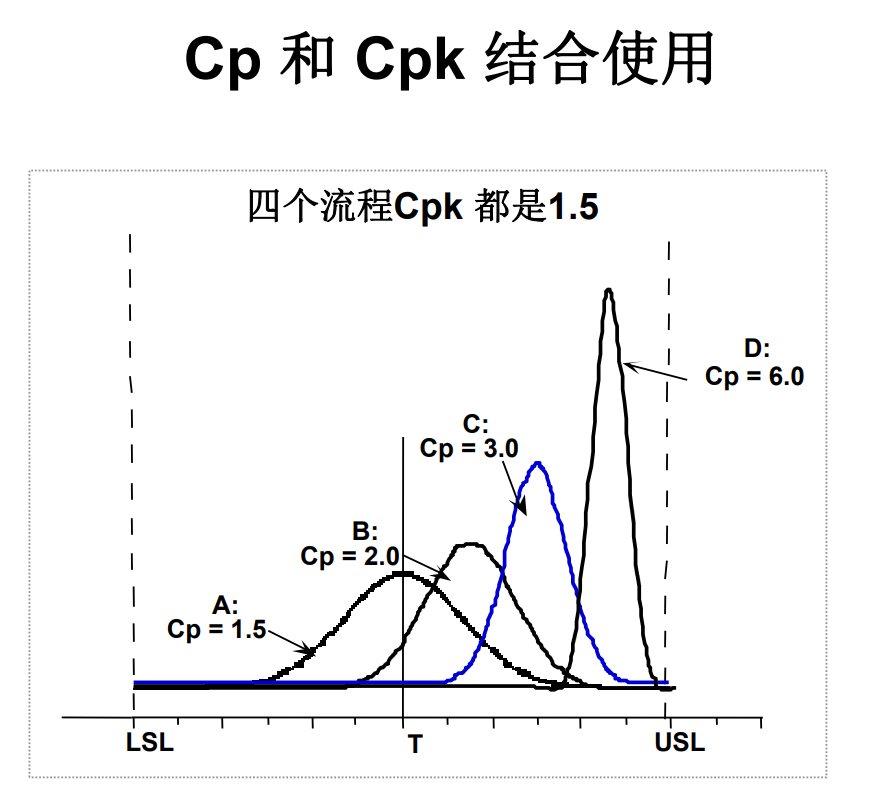
Cp和Cpk的关系:
- 计算原理类似,Cp计算整个过程,Cpk计算偏离严重的一侧; 如果没有偏离,即样本平均值正好等于目标值,则Cpk=Cp
- 越靠近LSL或USL,Cpk越小,所以“偏”的流程,Cpk<Cp,用Cpk解释中心偏移。
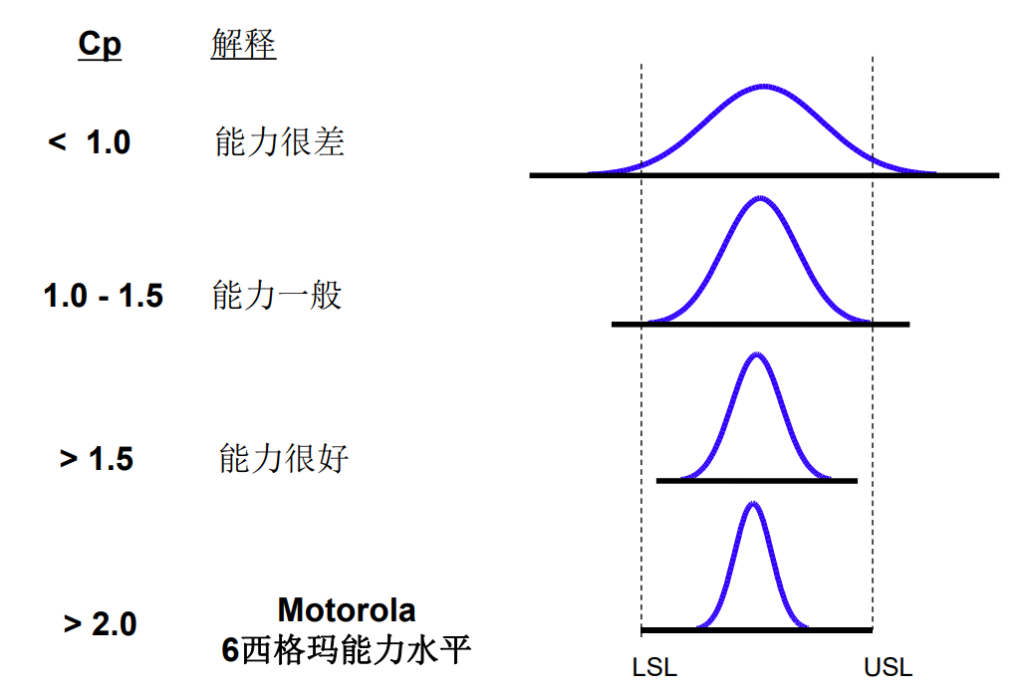
- 对于具备6sigma质量水平的流程而言,要求Cp>=2.0, Cpk>=1.5
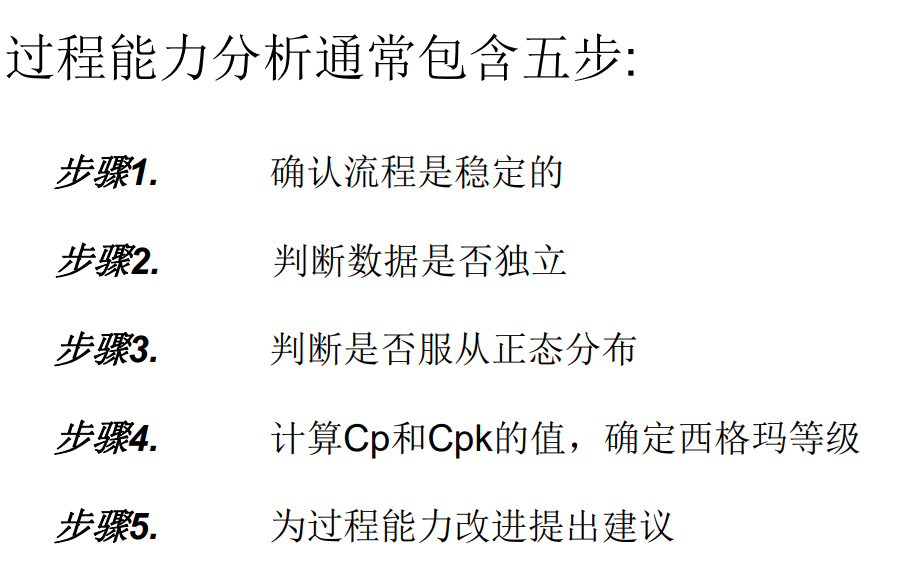
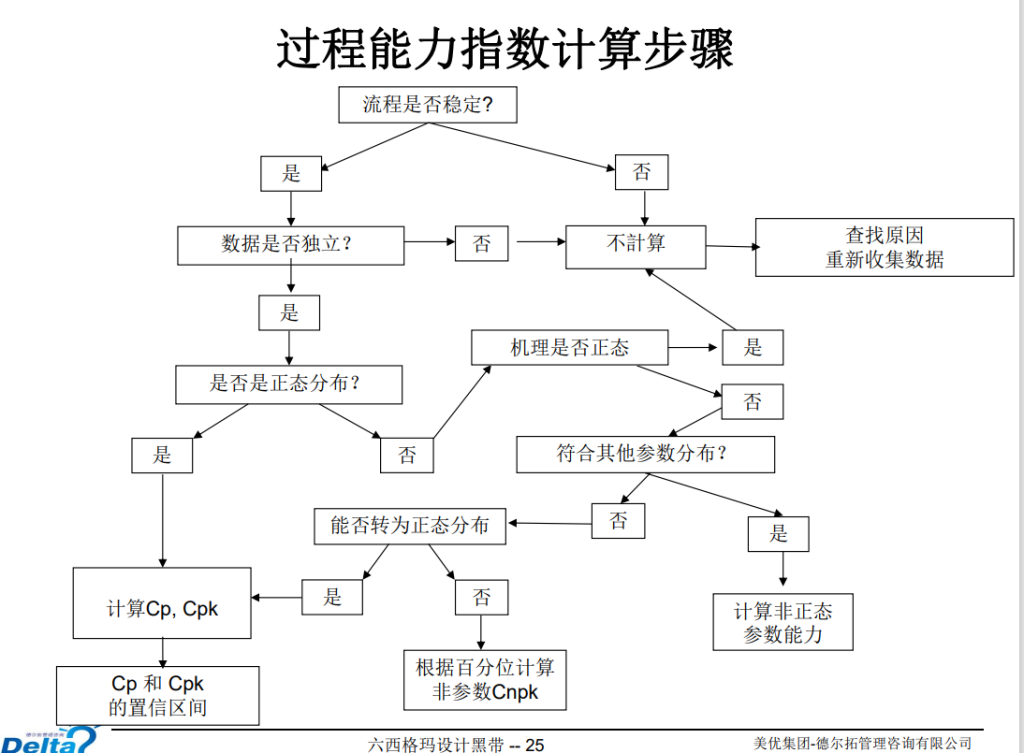
研究过程能力的步骤
计算Cp和Cpk的几个前提:流程稳定(数据随时间的稳定性)、数据独立、符合正态分布,前两者情况都要先解决,对于不正态的情况,可以用Box-Cox进行数据转换。
如何进行正态性检验:minitab – 统计 – 正态性检验和统计 — 图形化汇总
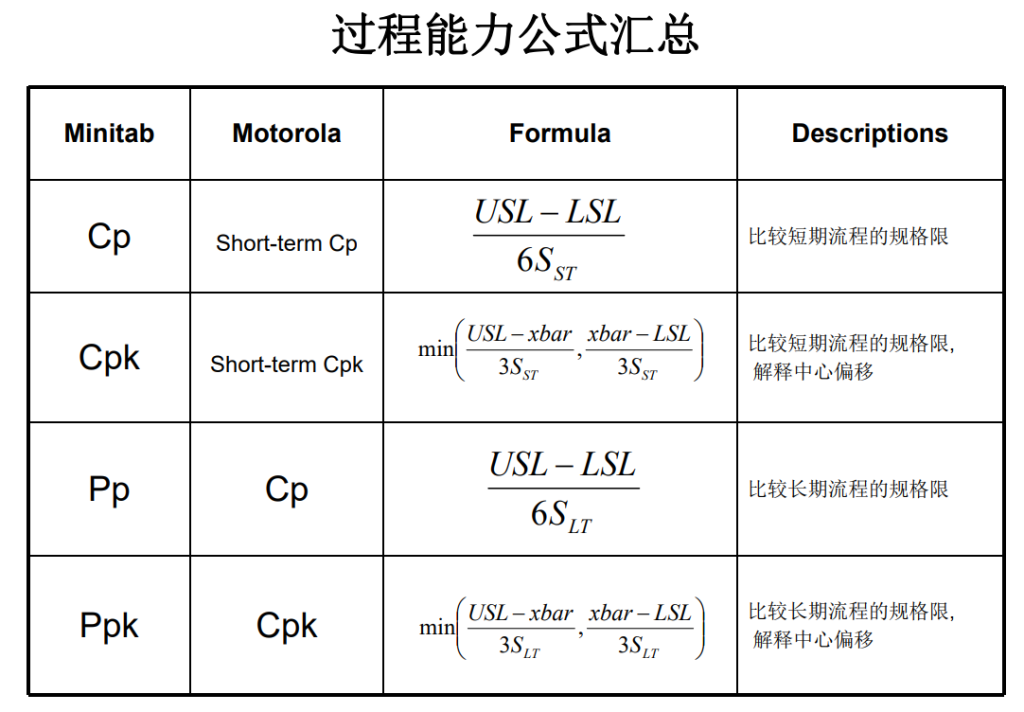
过程能力指数Cp,Cpk和过程绩效指数Pp和Ppk
- 用工艺的标准方差,计算Cp;考虑工艺均值和公差的偏移情况,计算出Cpk
- 用样品的标准方差,计算Pp;考虑样品均值和公差的偏移情况,计算出Ppk
- Cp和Pk,只显示过程产出的离散程度和可接受标准(公差)的关系
- Cpk和Ppk,还关注偏离程度,产出的均值是否偏离可接受标准的中间值。
- 因为偏移,所以Cpk<Cp,Ppk<Pp
计算六西格玛功效:六西格玛质量水平,和能力指数的置信区间
Q1: Design expert如何进行正态性检验?
实战:OCA thickness, calculate Cp and Cpk
非正态分布情况能力分析
Box-cox转化
百分位能力
Z水平
设计能力记分卡及系统能力预测
关键特性,关键参数,使用设计能力记分卡
DFSS记分卡
- 流程
- 性能
- 系统
- 部件
2023-5-21 先将之前的学习笔记发布,之后查看回放和资料再更新